钻床夹具的使用说明
使用时先将夹具体装夹在摇臂钻床工作台上,夹具体底面的一对定位键可使整个夹具在机床工作台上有一正确的安装位置,然后用四爪卡盘夹紧,以利于铣削加工。
安装工件时,松开辅助支承上的压紧螺钉,松开压板上的螺母将压板取下,然后将工件装上,放上压板,拧紧螺母对轴箱体上下两处进行夹紧。当完成夹紧后,调节辅助支承,来增加工件刚度,减小切削变形。

Z3063摇臂钻床车间实物图
在对工件进行装夹时,由于底面的定位块是对称设计的,工件重量比较大,所以装夹工件时可以正装,也可以反装,这就大大节省了装夹工件所用时间,为工件的装夹带来方便,提高了生产效率。
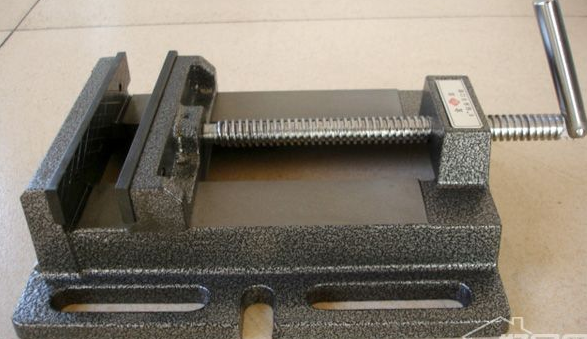
钻床夹具
钻床夹具的相关内容就介绍到这了,大家如果有兴趣可在实际操作中动手自行设计一套适合的夹具。普通麻花钻轴向尺寸大,结构刚性差,加上钻芯结构所形成的横刃,破坏定心,使钻尖运动不稳,往往在起钻过程中造成较大的孔位误差。在单件、小批量生产中,往往要靠操作工在起钻过程中不断地进行人工校正控制孔位精度,而在大批量高效生产中,则需依靠刀刃结构的改进和夹具对刀具的严格引导解决。
